PCBA量产的核心诉求是规模化下的品质一致性、交付稳定性与成本可控性,而选对供应商是实现这三大目标的前提。优质供应商能通过全流程精细化管控,将PCBA量产不良率
PCBA量产的核心诉求是规模化下的品质一致性、交付稳定性与成本可控性,而选对供应商是实现这三大目标的前提。优质供应商能通过全流程精细化管控,将PCBA量产不良率稳定在低水平(如常优电子可控制在50PPM以内),同时抵御供应链波动风险;反之,若供应商能力不足,易引发批量质量问题、交付延误、成本失控,直接影响终端产品上市节奏与口碑。因此,选择PCBA量产供应商需跳出单一价格维度,从资质、工艺、供应链、成本、售后等多维度综合评估,构建长期可靠的合作关系。
一、资质与体系:验证供应商的合规底线与管理能力
资质与管理体系是PCBA量产供应商的“入门门槛”,不仅要具备基础认证,更需确保体系有效运行,而非“一纸证书”。尤其针对汽车电子、医疗设备等特殊领域PCBA,合规性直接决定合作可行性。
1. 核心认证完整性:基础认证需覆盖ISO9001质量管理体系,针对细分领域需匹配专属认证——汽车电子PCBA需供应商通过IATF16949认证,医疗PCBA需通过ISO13485认证,出口类PCBA需确保符合RoHS、REACH等环保合规要求。同时要核查认证有效性,避免证书过期或造假。
2. 体系运行有效性:需深入核查供应商体系是否落地,而非“两张皮”。可要求提供内审报告、管理评审记录、CAPA(纠正与预防措施)案例,重点关注其对质量问题的根本原因分析能力(如是否采用5Why、与骨图工具)及改进闭环效果,这直接反映PCBA量产过程的风险管控能力。
3. 行业合规适配性:对于涉及焊接、三防涂覆、软件烧录等“特殊过程”的PCBA量产,需确认供应商已完成完整的工艺验证(IQ安装确认、OQ运行确认、PQ性能确认),并能提供书面验证报告,确保特殊工艺可稳定复现合格产品,满足行业监管要求。
4. 人员与团队能力:核查操作人员、质检人员、工艺工程师是否经过专项培训,尤其需关注IPC-A-610、IPC-J-STD-001等行业标准的培训记录;核心岗位人员需具备稳定的从业经验,避免因人员流动频繁导致PCBA量产工艺波动。
二、过程管控:全链路可视化,动态拦截质量缺陷
PCBA量产过程是质量波动的高发环节,需通过“自动化检测+实时监控”,实现每一环的质量可控,呼应前文提及的19道全流程质检防线。
1. 焊膏印刷环节管控:采用SPI(锡膏检测设备)对每一块PCBA的焊膏厚度、覆盖面积、偏移量进行全检,确保焊膏参数波动≤10%,从前端避免虚焊、连锡等焊接缺陷,这是PCBA焊接质量的核心前置保障。
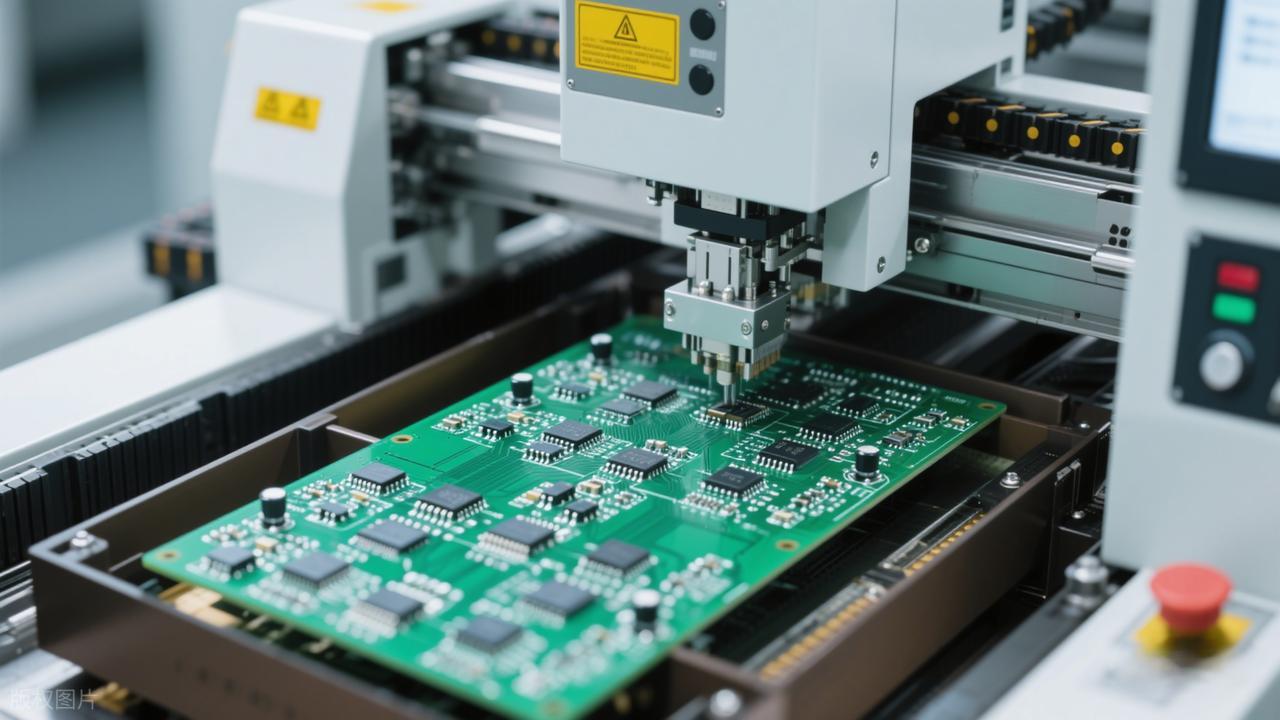
2. 贴装与焊接环节管控:通过自动化贴片机实现标准化贴装,减少人为干预;回流焊/波峰焊采用阶梯式控温,适配不同耐热性元件,同时实时监控炉内温度曲线,确保每一批PCBA焊接条件一致。
3. 全维度检测与异常响应:通过AOI(自动光学检测仪)扫描PCBA贴装、焊接缺陷,X-Ray检测BGA等精密元件焊点质量,ICT在线测试线路连通性,FCT功能测试验证PCBA核心性能;搭配MES系统实时采集生产、检测数据,一旦出现质量波动(如不良率超标),立即暂停生产、排查原因,形成“发现-拦截-整改-复盘”的闭环。
4. 批次追溯与过程记录:为每一批PCBA建立专属追溯编码,记录物料批次、设备参数、操作人员、检测结果等信息,确保出现质量问题时可快速定位根源,避免问题扩散至更多批次。
三、设备与环境:筑牢硬件支撑,减少外部干扰
自动化设备与合规生产环境,是PCBA量产质量稳定性的重要硬件保障,需建立常态化维护与管控机制。
1. 设备全生命周期管理:定期对SMT贴片机、回流焊炉、检测设备进行清洁、校准、保养,建立设备维护档案,及时更换老化部件,避免因设备精度下降导致PCBA贴装偏移、焊接不良。例如,贴片机吸嘴需定期检查磨损情况,回流焊炉定期校准温度传感器。
2. 生产环境管控:PCBA量产车间需控制温湿度、防尘等级,避免灰尘、水汽、温度波动影响焊膏性能、元件贴装精度,尤其适配精密元件PCBA的量产需求。
四、供应链韧性:抵御风险,保障交付稳定
全球供应链波动下,供应商的抗风险能力直接决定PCBA量产能否连续推进。优质供应商需构建“稳定+弹性”的供应链体系,而非单纯依赖单一渠道。
1. 物料管控与风险预案:核查供应商是否建立动态物料风险评估机制,能否通过行业数据库预判元器件供需趋势、价格波动及生命周期状态,提前发出预警。同时确认其关键物料(如MCU、功率器件)是否实现分级管理,每类物料至少拥有两家以上经过验证的供应来源,具备完善的备用渠道切换方案。
2. 替代方案验证能力:针对稀缺或断供元器件,供应商需具备快速替代验证能力,建有专业实验室,可从电气参数、封装兼容性、长期可靠性等维度验证替代器件适用性,并有成熟的替代方案数据库,缩短验证周期,避免PCBA量产中断。
3. 全链路追溯与智能管控:通过ERP与供应链管理系统,实现元器件从入库、检验、上机到成品的全流程追溯,实时监控库存水位与物料消耗速率,预设风险阈值,触发预警时能自动推送应对预案,确保风险管控落地。
4. 产能弹性适配:了解供应商的产能布局(如是否有多地生产基地),能否根据订单量动态调整产能,应对突发增量需求,同时具备应对地缘政治、政策变化的产能备份方案,保障PCBA量产连续性。
PCBA量产的质量稳定性,最终依赖人员的规范执行与完善的管理体系,需避免“流程空转”。
1. 分层培训与考核:对操作人员、质检人员、工艺工程师进行分层培训,明确岗位职责与操作标准;定期开展技能考核与缺陷案例复盘,提升全员质量意识,确保每一位员工都能精准执行SOP。
2. 质量责任与复盘机制:建立“谁操作、谁负责”的质量责任制,将质量指标纳入绩效考核;定期开展量产质量复盘,分析不良案例、优化工艺参数,持续提升PCBA质量稳定性。
3. 合规与认证支撑:通过ISO9001、IATF16949(汽车电子)、ISO13485(医疗设备)等体系认证,将合规要求融入量产全流程,确保PCBA质量不仅满足客户需求,更符合行业强制标准,从体系层面保障质量稳定。
五、成本与报价:拒绝低价陷阱,追求性价比平衡
PCBA量产的成本控制需建立在质量稳定基础上,过低报价往往隐藏质量隐患,评估时需聚焦报价合理性与成本构成透明度。
1. 报价构成透明度:要求供应商明确报价构成,包括元器件采购成本、工艺加工成本、检测成本、管理成本等,拒绝模糊报价,同时核查元器件采购渠道,确保从原厂或授权渠道采购,避免以次充好降低成本。
2. 规模化成本优化能力:优质供应商能通过集中采购、自动化生产、精益管理实现规模化降本,而非牺牲质量。可评估其成本优化方案,如是否能通过工艺优化降低物料损耗,是否有长期战略合作供应商以控制采购成本。
3. 成本风险规避:确认供应商是否有应对元器件价格暴涨、汇率波动的成本分摊或调整机制,提前约定价格调整范围与触发条件,避免PCBA量产过程中出现成本失控。
六、后续保障:从测试到售后的全周期支撑
完善的后续保障是PCBA量产稳定落地的最后防线,需覆盖测试验证、售后响应与技术支持全环节。
1. 批量可靠性测试:供应商需具备批量老化测试、高低温测试、振动测试等可靠性测试能力,模拟PCBA实际使用场景,筛选早期失效产品,确保交付产品能长期稳定运行,尤其针对汽车电子、医疗PCBA,需提供完整测试报告。
2. 高效售后响应:建立24小时售后响应机制,针对PCBA质量问题能快速追溯批次数据、定位根源,提供返修、补货服务,同时将问题反馈至前端工艺,优化量产流程,避免同类问题重复出现。
3. 技术协同支持:供应商需具备专业技术团队,能在PCBA量产前参与DFX评审,优化设计与工艺适配性;量产过程中提供技术指导,解决突发工艺问题,助力客户优化PCBA设计,提升量产良率。
除了生产过程管控,量产后期的可靠性测试与售后响应,也是保障PCBA质量稳定性的重要环节。
1. 批量老化与可靠性测试:对量产PCBA进行批量老化测试(长时间通电工作)、环境适应性测试(高低温、振动、湿度循环),模拟实际使用场景,筛选出早期失效产品,确保交付的PCBA能长期稳定运行。
2. 快速售后响应:建立24小时售后响应机制,针对客户反馈的PCBA质量问题,快速追溯批次数据、排查根源,同步提供返修、补货服务,减少客户损失,同时将问题反馈至前端,优化量产流程。
七、实操建议:实地考察,筑牢合作基础
书面资料评估外,实地考察是验证供应商实力的关键。重点考察生产车间环境、设备运行状态、检测流程落地情况,与工艺工程师、质量负责人深入沟通,了解体系运行细节与问题处理案例;同时核查核心岗位人员资质与培训记录,评估团队专业能力与稳定性,确保供应商的实际能力与书面描述一致。
总结:全维度评估,构建长期协同关系
选择PCBA量产供应商,本质是选择长期战略伙伴,需兼顾资质合规、工艺管控、供应链韧性、成本合理与售后保障五大核心维度。优质供应商如能实现“合规有底线、工艺有标准、供应有保障、成本有优势、售后有支撑”的全链路能力,才能在规模化生产中稳定输出高质量PCBA,助力终端产品抢占市场先机。常优电子通过完善的体系认证、全流程检测管控、坚韧的供应链体系,正是这类供应商的典型代表,为PCBA量产提供可靠支撑。
PCBA量产的质量稳定性,不是单一环节的管控结果,而是“产前筹备-过程管控-设备保障-后续服务”的全流程协同作用。正如常优电子通过固化工艺参数、自动化检测、供应链协同、体系化管理,实现十亿级PCBA量产的品质一致性,既满足规模化交付需求,又为终端产品提供可靠的核心支撑。